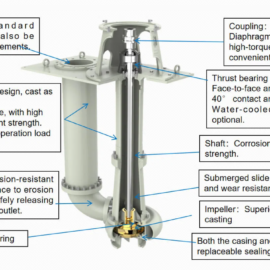
This series achieves a maximum submerged depth of 3.6 meters. It employs a dual-support structure: above the liquid level, two rows of angular contact ball bearings bear axial loads; below the liquid level, one or two pairs of sliding bearings (i.e., shaft sleeves and bushings) bear radial loads. The flow-through components are crafted from high-quality JSB alloy material, resistant to high-temperature sulfuric acid corrosion, ensuring long service life.
Application Scope:
Used in drying and absorption cycle systems of sulfuric acid production, as well as for conveying finished concentrated sulfuric acid. Suitable for transporting sulfuric acid at temperatures ≤120°C with concentrations ranging from 93% to 98%, or fuming sulfuric acid at temperatures ≥105°C.
Product Details:
| Max.Capacity | ~3520m³/H | Max.Head | ~55m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | 1.0 MPa |
| Usage | Pump, Pumps | Position of Pump Shaft | Vertical Pump |
| Temperature | ~120℃ | Diameter | 50~600mm |
| Material Composition | Metals and Special Alloys | International Certification | API / CE / ISO |
| Transport Package | Wooden Box Packaging | Feature1 | Corrosion Resistant |
| Origin | China | Specification | Customizable |
High-Concentration Sulfuric Acid Transfer Pump for Industrial Chemical Applications
The High-Concentration Sulfuric Acid Transfer Pump is specifically designed for safe, efficient, and continuous transfer of concentrated sulfuric acid in industrial chemical processes. Suitable for acid concentrations ranging from 93% to 98% and capable of handling fuming sulfuric acid above 105°C, this pump ensures high reliability under high-temperature and high-pressure conditions. It is ideal for chemical pump, industrial chemical pump, and chemical centrifugal pump applications, delivering consistent performance in critical production processes.
Constructed with a dual-support bearing system, the pump features angular contact ball bearings above the liquid level for axial loads and sliding bearings below for radial loads. All wetted components are manufactured from premium JSB alloy, providing excellent corrosion resistance and wear resistance. This makes the pump function as both a corrosion resistant sulfuric acid pump and an acid resistant pump, reducing maintenance and prolonging operational life.
Its vertical, submerged design ensures stable suction, eliminates priming issues, and enables reliable operation in chemical transfer pump and sulfuric acid transfer pump systems. Suitable for drying towers, absorption cycles, and finished acid conveyance, this pump also performs as a sulfuric acid metering pump or acid dosing pump, ensuring precise and safe chemical handling. Designed for durability and high efficiency, this high concentrated sulfuric acid pump is the preferred solution for industrial chemical facilities seeking robust and long-lasting sulfuric acid pumping systems.
Vertical Corrosion-Resistant Sulfuric Acid Transfer Pump for High-Temperature Applications
The Vertical Corrosion-Resistant Sulfuric Acid Transfer Pump is engineered to provide reliable, continuous operation in high-temperature and highly corrosive chemical environments. This pump is ideal for vertical sulfuric acid pump applications, handling concentrated sulfuric acid (93%–98%) and fuming sulfuric acid at temperatures exceeding 105°C. It is widely used in industrial processes, including drying and absorption cycles, finished acid conveyance, and other critical chemical systems requiring safe and efficient chemical transfer pump performance.
Featuring a dual-support bearing structure, angular contact ball bearings above the liquid level support axial loads, while sliding bearings below the liquid handle radial loads. The pump’s flow-through components are crafted from high-quality JSB alloy, providing superior resistance to corrosion and wear, making it a durable corrosion resistant pump and acid resistant pumpsuitable for long-term industrial operation.
This vertical, submerged design eliminates priming issues, stabilizes suction, and reduces vibration, ensuring smooth operation in sulfuric acid transfer pump, chemical centrifugal pump, and industrial chemical pump systems. It is also compatible with acid dosing pump and sulfuric acid metering pump operations, providing precise chemical flow control. Combining advanced materials, robust construction, and high-efficiency engineering, this pump delivers exceptional durability, minimal downtime, and reliable performance for high-temperature, high-concentration sulfuric acid applications.
High-Performance Sulfuric Acid Transfer Pump
The Sulfuric Acid Transfer Pump is engineered for reliable, continuous operation in high-temperature, high-pressure, and highly corrosive chemical environments. Designed to handle concentrated sulfuric acid with concentrations from 93% to 98%, as well as fuming sulfuric acid at temperatures above 105°C, this pump provides safe, efficient, and precise chemical transfer for critical industrial processes. As a versatile industrial chemical pump, it is widely used in drying towers, absorption cycles, acid circulation systems, and finished acid conveyance operations.
This series features a vertical submerged design, which eliminates priming issues, stabilizes suction, and minimizes the risk of vapor lock. The pump achieves a maximum submerged depth of 3.6 meters and utilizes a dual-support bearing system, with angular contact ball bearings above the liquid level to absorb axial loads and sliding bearings below the liquid level to handle radial loads. This robust configuration ensures smooth operation, reduces vibration, and significantly extends service life, making it ideal for demanding chemical transfer pump and sulfuric acid transfer pump applications.
All flow-through components are precision-cast from high-quality JSB alloy, providing superior corrosion and wear resistance. This makes the pump an effective corrosion resistant sulfuric acid pump and acid resistant pump, capable of withstanding the harshest chemical conditions while reducing maintenance intervals. The pump also functions as a high concentrated sulfuric acid pump, vertical sulfuric acid pump, chemical centrifugal pump, sulfuric acid metering pump, and acid dosing pump, offering maximum versatility for chemical plants seeking reliable, long-lasting solutions.
Designed for continuous industrial operation, this Sulfuric Acid Transfer Pump ensures precise, safe, and efficient chemical handling. Its combination of advanced material selection, dual-support structural engineering, and submerged vertical design delivers high efficiency, minimal downtime, and exceptional durability. Whether used for concentrated or fuming sulfuric acid, this pump meets the operational demands of modern chemical plants, providing a high-performance solution for critical chemical transfer processes.
By selecting this pump, facilities gain a reliable, robust, and customizable solution that optimizes performance, reduces operational risks, and ensures long-term stability in all industrial chemical pump and chemical transfer pump applications.