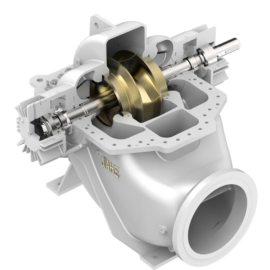
Engineered for high-performance sulfuric acid handling, this pump series features a maximum submersion depth of 3.6 meters and a dual-support bearing system for superior reliability. Above the liquid level, dual-row angular contact ball bearings efficiently handle axial loads, while the submerged section uses 1–2 pairs of sliding bearings, including shaft sleeves and bushings, to absorb radial forces. Constructed from JSB corrosion-resistant alloy, all flow-through components withstand extreme chemical conditions, including temperatures up to 120°C for concentrated sulfuric acid (93–98%) and ≥105°C for fuming sulfuric acid (oleum), delivering a lifespan up to 300% longer than standard materials.
This pump series is ideal for sulfuric acid production processes, such as drying and absorption cycle systems, and for high-temperature chemical handling, including industrial acid circulation pipelines. Its precision-engineered dual-support design reduces vibration, minimizes wear, and ensures smooth operation under harsh chemical environments. With outstanding resistance to pitting, crevice corrosion, and stress cracking, these pumps provide long-term durability and reliable performance for critical industrial applications.
Product Details
| Max.Capacity | ~3520m³/H | Max.Head | ~55m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | 1.0 MPa |
| Usage | Pump, Pumps | Position of Pump Shaft | Vertical Pump |
| Temperature | ~120℃ | Diameter | 50~600mm |
| Material Composition | Metals and Special Alloys | International Certification | API / CE / ISO |
| Transport Package | Wooden Box Packaging | Feature1 | Corrosion Resistant |
| Origin | China | Specification | Customizable |
High-Performance Sulfuric Acid Process Pump for Industrial Acid Making
Our process pump is a high-quality chemical pump specifically engineered for sulfuric acid production and industrial acid handling systems. Designed with a maximum submersion depth of 3.6 meters and a dual-support bearing system, this pump ensures superior reliability and long-term operation. Above the liquid level, dual-row angular contact ball bearings manage axial loads efficiently, while the submerged section utilizes 1–2 pairs of sliding bearings, including shaft sleeves and bushings, to absorb radial forces. Constructed with JSB corrosion-resistant alloy, the pump’s flow-through components withstand concentrated sulfuric acid (93–98%) up to 120°C and fuming sulfuric acid (≥105°C), delivering a service life up to 300% longer than standard materials.
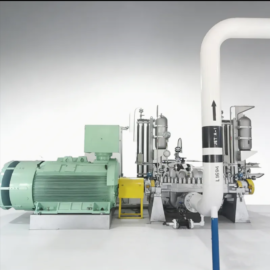
This pump series is ideal for sulfuric acid drying and absorption cycle systems, as well as industrial acid circulation pipelines in refineries, chemical plants, and metallurgical facilities. Its precision-engineered dual-support design minimizes vibration and wear, ensuring smooth and reliable operation even under harsh chemical conditions. Trusted by engineers for critical chemical process applications, this pump combines durability, high efficiency, and long-term performance, making it an essential solution for modern industrial acid handling systems.
Corrosion-Resistant Process Pump for High-Temperature Sulfuric Acid Applications
The chemical process sulfuric acid pump is designed for high-temperature and high-performance industrial operations, offering JSB alloy construction for outstanding corrosion resistance. Equipped with a dual-support bearing system and robust sliding bearings, the pump efficiently handles both axial and radial loads during continuous operation. With a maximum submersion depth of 3.6 meters, it can manage challenging chemical environments while maintaining reliability and operational stability. The flow-through components resist pitting, crevice corrosion, and stress cracking, ensuring long-term durability in industrial sulfuric acid processes.
Suitable for sulfuric acid production systems, absorption and drying cycles, and acid circulation pipelines, this pump ensures efficient, precise, and safe chemical handling. Its engineered design reduces vibration, minimizes wear, and maintains optimal flow performance, providing a dependable solution for chemical plants, refineries, and metallurgical facilities. As a trusted sulfuric acid process pump, it combines high corrosion resistance, extended lifespan, and industrial-grade reliability, making it an ideal choice for engineers managing critical acid-making and high-temperature chemical operations.
Process Pump – High-Performance Sulfuric Acid Chemical Process Pump
Our company offers a high-quality process pump specifically designed for sulfuric acid production and industrial chemical handling applications. This chemical process pump features a maximum submersion depth of 3.6 meters and a dual-support bearing system, ensuring reliable performance even in demanding industrial environments. Above the liquid level, dual-row angular contact ball bearings efficiently manage axial loads, while the submerged section uses 1–2 pairs of sliding bearings, including shaft sleeves and bushings, to absorb radial forces. Constructed from JSB corrosion-resistant alloy, all flow-through components withstand concentrated sulfuric acid (93–98%) at up to 120°C and fuming sulfuric acid (≥105°C), providing a lifespan up to 300% longer than standard materials.
This process pump is ideal for sulfuric acid drying and absorption cycle systems, as well as industrial acid circulation pipelines in chemical plants, refineries, and metallurgical facilities. Its precision-engineered dual-support design minimizes vibration, reduces wear, and ensures smooth operation under harsh chemical conditions. The pump’s corrosion-resistant construction resists pitting, crevice corrosion, and stress cracking, guaranteeing long-term durability and reliable performance for critical industrial operations.
Widely trusted in high-temperature chemical handling, sulfuric acid production, and industrial chemical processes, this JSB alloy pump provides energy-efficient, precise, and safe fluid transfer. Its robust materials, modular design, and advanced engineering make it an essential solution for engineers and plant managers seeking a reliable chemical process pump that combines durability, efficiency, and industrial-grade performance. By choosing our sulfuric acid pump, operators ensure operational continuity, extended service life, and dependable performance in even the most challenging industrial environments.