Application Scope: Suitable for conveying media containing solids with a concentration ≤ 60%, with a maximum temperature of 120°C. Applicable to industries including phosphate compound fertilizers, flue gas desulfurization, non-ferrous metallurgy, petrochemicals, food, pharmaceuticals, papermaking, and wastewater treatment.
Product Details:
| Max.Capacity | 7-3000m³/H | Max.Head | 20-156m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | ~2.5MPa |
| Mounting Height | Suction Centrifugal | Position of Pump Shaft | Horizontal Pump |
| Diameter | 25-450mm | Usage | Pump, Pumps |
| International Certification | API / CE / ISO | Temperature | ~120℃ |
| Feature1 | Corrosion Resistant | Material Composition | Metals and Special Alloys |
| Transport Package | Export Wooden Packaging | Feature2 | Wear Resistant |
| Origin | China | Specification | Customizable |
Industrial High-Pressure Wear-Resistant Chemical Pump for IBC Tote Filling
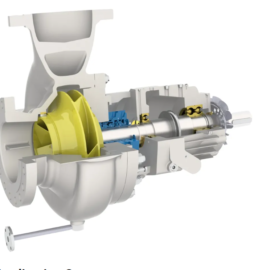
Our industrial pump is a high-pressure, wear-resistant chemical pump specially designed for IBC tote filling and bulk liquid transfer applications. Engineered to handle media containing solids with a concentration up to 60% and temperatures up to 120°C, this pump ensures reliable, continuous operation in demanding industrial environments. Its robust construction and corrosion-resistant materials make it suitable for industries such as phosphate compound fertilizer production, flue gas desulfurization, non-ferrous metallurgy, and petrochemical processing.
The pump’s design focuses on durability, efficiency, and safety, providing operators with long service life and reduced maintenance requirements. Modular construction allows for easy disassembly and replacement of parts, minimizing downtime while maintaining high pumping performance. Trusted in food processing, pharmaceuticals, papermaking, and wastewater treatment, this industrial-grade pump delivers consistent performance across a wide range of applications, ensuring precise and efficient liquid transfer for IBC tote filling operations.
Wear-Resistant Industrial Pump for Chemical and Bulk Liquid Handling
This industrial-grade chemical pump combines high pressure, wear resistance, and durability to meet modern industrial requirements. Designed for IBC tote filling and bulk liquid handling, the pump can efficiently convey media with solid concentrations up to 60% and temperatures up to 120°C. It is widely used in fertilizer plants, petrochemical industries, metallurgical processes, and wastewater treatment facilities, as well as in food, pharmaceutical, and papermaking applications.
The pump’s high-efficiency design ensures optimal flow and reduced energy consumption while maintaining reliability under challenging conditions. Its robust materials, modular design, and easy maintenance make it ideal for industrial operators who require a dependable solution for chemical processing, slurry transfer, and bulk liquid applications. As a trusted solution for industrial operations, this pump enhances safety, efficiency, and productivity in critical fluid handling processes.
Industrial Pump – High-Pressure Wear-Resistant Chemical Pump for IBC Tote Filling
Our company offers a high-quality industrial pump designed for demanding IBC tote filling and bulk liquid handling applications. This industrial-grade chemical pump features high-pressure, wear-resistant construction, making it suitable for conveying media containing solids with concentrations up to 60% and temperatures up to 120°C. Engineered for long-term durability and consistent performance, this pump is ideal for industries such as phosphate compound fertilizer production, flue gas desulfurization, non-ferrous metallurgy, petrochemicals, food processing, pharmaceuticals, papermaking, and wastewater treatment.
The pump’s robust materials and corrosion-resistant design ensure reliable operation under harsh industrial conditions. Its modular construction allows for easy maintenance, fast replacement of parts, and reduced downtime, providing operators with a dependable and efficient solution for continuous liquid transfer. The pump also incorporates high-efficiency impellers and wear-resistant components, enhancing energy efficiency while maintaining optimal flow performance in industrial chemical applications.
Widely trusted for industrial and chemical process applications, this high-pressure chemical pump supports precise, safe, and efficient operation in IBC tote filling systems. Its advanced engineering ensures minimal maintenance and long service life, meeting the needs of plant engineers and facility managers who require a wear-resistant industrial pump for critical liquid handling tasks. By combining reliability, durability, and energy efficiency, this pump delivers a comprehensive solution for industrial fluid management and bulk liquid transfer operations.