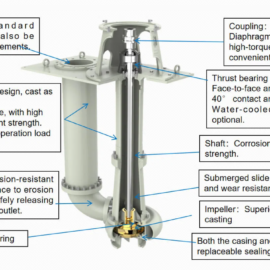
This series achieves a maximum submerged depth of 3.6 meters. It employs a dual-support structure: above the liquid level, two rows of angular contact ball bearings bear axial loads; below the liquid level, one or two pairs of sliding bearings (i.e., shaft sleeves and bushings) bear radial loads. The flow-through components are crafted from high-quality JSB alloy material, resistant to high-temperature sulfuric acid corrosion, ensuring long service life.
Application Scope:
Used in drying and absorption cycle systems of sulfuric acid production, as well as for conveying finished concentrated sulfuric acid. Suitable for transporting sulfuric acid at temperatures ≤120°C with concentrations ranging from 93% to 98%, or fuming sulfuric acid at temperatures ≥105°C.
Product Details:
| Max.Capacity | ~3520m³/H | Max.Head | ~55m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | 1.0 MPa |
| Usage | Pump, Pumps | Position of Pump Shaft | Vertical Pump |
| Temperature | ~120℃ | Diameter | 50~600mm |
| Material Composition | Metals and Special Alloys | International Certification | API / CE / ISO |
| Transport Package | Wooden Box Packaging | Feature1 | Corrosion Resistant |
| Origin | China | Specification | Customizable |
High-Lift Industrial Chemical Pump for Concentrated Sulfuric Acid Transfer
The high-lift industrial chemical pump is engineered for the continuous and stable transfer of concentrated sulfuric acid and other corrosive industrial liquids. Designed with a dual-support bearing system, the pump ensures excellent mechanical stability even under high axial and radial load conditions. Angular contact ball bearings above the liquid level maintain strong axial load capacity, while submerged sliding bearings—constructed with shaft sleeves and bushings—support radial loads to achieve long-term uninterrupted operation. By utilizing high-quality JSB alloy materials for flow-through components, this pump delivers superior resistance to high-temperature sulfuric acid corrosion, making it suitable for demanding applications requiring durability and safety.
This pump is widely used in sulfuric acid production lines, including drying towers, absorption cycles, and finished acid transportation. It is capable of handling sulfuric acid at 93–98% concentration and temperatures up to 120°C, as well as fuming sulfuric acid at ≥105°C. Its energy-saving design, high-lift capability, and leak-proof construction make it an ideal choice for chemical plants, refining systems, and industrial environments requiring reliable chemical fluid transfer. With flexible installation depths of up to 3.6 meters, it provides operational efficiency and stability in deep-well or vertical sump applications.
Energy-Saving Corrosion-Resistant Chemical Pump for High-Temperature Acid Handling
This energy-saving corrosion-resistant chemical pump is specifically optimized for high-temperature acid handling and continuous industrial operation. Its advanced dual-bearing support system enhances pump stability and reduces wear, ensuring reliable performance in harsh chemical environments. Above the liquid level, angular contact ball bearings manage axial loads effectively, while below the liquid level, sliding bearings maintain smooth radial support. The pump’s JSB alloy flow-through components offer exceptional corrosion resistance, particularly against high-temperature concentrated sulfuric acid, greatly extending its service life in critical industrial processes.
Ideal for chemical plants, sulfuric acid manufacturing facilities, and acid circulating systems, this pump can safely handle acids at concentrations from 93% to 98%, with operating temperatures up to 120°C. For fuming sulfuric acid, it performs reliably at ≥105°C, providing stable and leak-proof fluid transfer. With its energy-efficient structure and maximum submerged depth of 3.6 meters, the pump is suitable for deep sump installations and large-scale chemical processing environments. It ensures reduced operational costs, improved process safety, and long-term reliability for industries requiring robust acid transfer solutions.
High-Efficiency Industrial Chemical Pump for High-Temperature Acid Transfer Applications
The industrial chemical pump is designed to meet the demanding requirements of modern chemical processing environments where high-temperature, high-concentration, and highly corrosive liquids must be handled with absolute safety and stability. This pump series adopts an advanced dual-support mechanical structure to ensure long-term continuous operation. Above the liquid level, two rows of angular contact ball bearings efficiently withstand axial loads generated during high-pressure transfer. Below the liquid level, one or two sets of sliding bearings—each composed of precision shaft sleeves and bushings—provide solid radial load support, significantly reducing mechanical vibration and wear during prolonged use. This design ensures stable performance, making the pump ideal for harsh industrial conditions where reliability is a top priority.
The flow-through components of the industrial chemical pump are manufactured using high-quality alloy materials with exceptional resistance to high-temperature sulfuric acid. This gives the pump outstanding corrosion resistance and long service life, even when continuously exposed to aggressive acids. These advanced materials allow the pump to safely transfer concentrated sulfuric acid within the 93%–98% concentration range and withstand temperatures up to 120°C. Additionally, it is suitable for handling fuming sulfuric acid at temperatures ≥105°C, making it an optimal choice for industries that rely on consistent, high-precision acid transfer.
In sulfuric acid production systems, this pump is widely used in drying towers, absorption cycles, and closed-loop acid circulation processes. It provides stable flow performance essential for optimizing production efficiency and protecting downstream equipment. Its leak-proof and pressure-resistant construction minimizes the risk of acid leakage, ensuring safe operation in environments where chemical safety regulations are strict. With a maximum submerged depth of 3.6 meters, the industrial chemical pump also adapts to vertical sump installations, deep wells, and confined industrial spaces where conventional pumps may not fit.
The energy-saving design of this pump makes it highly attractive for facilities looking to reduce operational costs. By improving hydraulic efficiency and minimizing mechanical losses, the pump helps lower energy consumption without compromising performance. For industries prioritizing environmental standards and sustainable development, this green and efficient pumping solution supports long-term operational goals while offering reliable acid handling capabilities.
Beyond sulfuric acid production, the industrial chemical pump is suitable for chemical transfer tasks in metallurgy, pharmaceuticals, wastewater treatment, battery manufacturing, and other chemical-intensive industries. It can handle not only sulfuric acid but also a wide range of corrosive liquids found in chemical processes. When integrated with metering or dosing systems, it can support precise chemical feeding, reaction control, and automated process management, further improving industrial productivity.
In summary, the industrial chemical pump is a high-performance solution engineered for environments where durability, safety, and efficiency are essential. Its corrosion-resistant construction, dual-bearing support system, and high-temperature acid handling capability make it a reliable choice for continuous operation in demanding industrial applications. Whether used for high-lift transfer, deep-well pumping, or complex chemical circulation systems, this pump delivers consistent performance and long-lasting stability, making it an indispensable component in today’s industrial chemical processing operations.