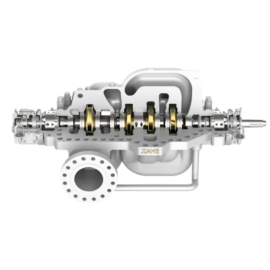
The series pumps are axially split, multistage, double-supported centrifugal pumps conforming to API610-11th standards. The JHDK-D features a double-suction impeller in the first stage, offering lower NPSH. Inlet and outlet flange dimensions comply with ANSI or ISO standards. The seal chamber design meets ISO 21049/API682 sealing standards, while connections for flushing, cooling, heating, emergency cooling, and buffer fluid lines follow API schemes.
Application Scope:
Suitable for refineries, petrochemical plants, oil pipeline transportation, mining, metallurgy, boiler feedwater systems, refined oil transportation, environmental protection projects, offshore industries, seawater desalination, and other applications involving the conveyance of clean or contaminated fluids. Additionally applicable in chemical industries for high-pressure hydraulic energy recovery turbines, as well as for lean-liquid pumps and rich-liquid pumps in fertilizer and synthetic ammonia plants.
Product Details:
| Max.Capacity | ~2000m³/H | Max.Head | ~2100m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | High Pressure Pump |
| Pump Casing Combined | Horizontal Split Pumps | Position of Pump Shaft | Horizontal Pump |
| Impeller | Closed | Mounting Height | Suction Centrifugal |
| Diameter | 40~400mm | Usage | Pump, Pumps |
| Head | ~2100m | Flow | ~2000m³/H |
| Temperature | -80℃~200℃ | Pressure | ~26MPa |
| Specification | Customizable | Transport Package | Export Wooden Packaging |
| Origin | China |
Heavy Duty Centrifugal Pump for Crude Oil Loading and Petrochemical Pipeline Transfer
This heavy-duty centrifugal pump is engineered for demanding crude oil loading and petrochemical transportation applications. Built with an axially split, multistage, double-supported structure under API 610 11th Edition standards, it ensures superior hydraulic stability and operational reliability. Featuring a first-stage double-suction impeller for reduced NPSH requirements, and ANSI/ISO-compatible flanges, this pump delivers high efficiency and safe operation under continuous heavy-load conditions. Ideal for refineries, petrochemical plants, and long-distance oil pipeline systems.
Industrial Heavy Duty Horizontal Split Case Pump for High-Pressure Fluid Handling Systems
Designed for harsh industrial environments, this horizontal heavy duty pump supports clean and contaminated media across mining, metallurgy, boiler feedwater, seawater desalination, and offshore applications. The API 682/ISO 21049-compliant seal chamber and API-scheme auxiliary connections—flushing, cooling, heating, emergency cooling, and buffer systems—ensure stable operation in high-pressure and high-temperature conditions. It is also suitable for high-pressure hydraulic energy recovery, fertilizer plants, synthetic ammonia systems, and critical chemical process operations.
Heavy-Duty Centrifugal Pump – High-Performance Industrial Pump for Crude Oil and Chemical Processing
Our heavy-duty centrifugal pump is engineered as a premium industrial pump solution for demanding fluid-handling applications across the oil & gas, petrochemical, mining, power generation, and chemical manufacturing sectors. Designed in strict accordance with API 610 11th Edition standards, this pump features an axially split, multistage, double-supported structure, ensuring outstanding hydraulic stability, mechanical strength, and long-term operational reliability. It is one of the most versatile and robust pump types used in modern industrial systems.
At the first stage, the pump incorporates a double-suction impeller, delivering lower NPSH requirements and improved cavitation resistance—ideal for large-flow crude oil loading, refinery circulation, and long-distance petroleum pipeline transfer. Its inlet and outlet flanges follow ANSI or ISO standards, making this horizontal chemical pump easy to integrate into international pipeline networks. The seal chamber meets ISO 21049 / API 682 mechanical seal specifications, supporting standard API flushing, cooling, heating, emergency cooling, and buffer fluid injection schemes for enhanced sealing performance under harsh conditions.
As a high-efficiency chemical centrifugal pump, it handles clean or contaminated fluids at varying temperatures and pressures, ensuring reliable operation in continuous-duty chemical synthesis, seawater desalination, metallurgy, and boiler feedwater systems. The pump’s rugged construction and optimized flow design enable it to operate with hazardous, corrosive, or high-temperature chemical media. This makes it an excellent choice for chemical plants requiring a dependable process pump for lean-liquid/rich-liquid transfer, high-pressure circulation, or hydraulic energy recovery turbine systems used in fertilizer and synthetic ammonia production.
Engineered as a true heavy-duty centrifugal pump, the series excels in offshore installations, refinery process units, environmental protection projects, mining dewatering systems, and oil storage terminals where uptime, efficiency, and operational safety are critical. Its stable double-support bearing configuration effectively reduces vibration, extends bearing life, and ensures smooth operation even under high-load or fluctuating pressure conditions.
Whether used as an industrial pump for large-volume transportation, a process pump for high-pressure chemical processes, or a horizontal chemical pump in corrosive fluid systems, this equipment delivers superior reliability and energy efficiency. The advanced hydraulic design, robust metallurgy, and API-compliant sealing architecture help reduce maintenance frequency and operational costs, while delivering long service life in the most challenging industrial environments.
For facilities seeking a premium chemical centrifugal pump capable of continuous heavy-load operation, this API 610–compliant solution provides the durability, stability, and performance necessary to meet today’s global industrial standards. It is the ideal choice for engineering teams looking for a truly reliable, long-lasting, and heavy-duty solution for crude oil loading, petrochemical processing, high-pressure fluid handling, and complex chemical manufacturing operations.