Categories







FAQ
What is the delivery time?
Standard air purifiers and air filters are typically delivered within 7-14 business days after order confirmation. For custom air purification systems or large orders, delivery times may vary based on specific circumstances. We provide a detailed delivery time estimate upon order confirmation.
What payment methods do you offer?
We accept various payment methods for our air purification products, including bank transfers, credit card payments, and Letters of Credit (L/C). The available payment options may vary depending on the order size and the customer’s geographical location.
What international product certifications does your company possess?
Our air filters and purifiers are certified with ISO 9001, ISO 14001, ISO 45001, and also have CE certification and German DIN fire protection certification, meeting the high standards required by global markets.
What shipping options are available for international customers?
We offer several shipping options for our air purifiers and filters to international clients, including sea freight, air freight, and courier services, tailored to meet various time and cost requirements. Our logistics team will provide the optimal transportation solution based on your specific needs.
What does your after-sales service include?
We are committed to providing comprehensive after-sales services for our air purification systems, including installation guidance, operation training, technical support, and product maintenance and replacement. During the warranty period (typically one year), we offer free repair or replacement services for any issues due to manufacturing defects. Additionally, we provide extended warranties and regular maintenance services to ensure your air purifiers and filters operate reliably over the long term.
How do you ensure product quality?
We implement strict quality control measures throughout the production process of our air filters and purifiers, from the procurement of raw materials to final product testing, all following international quality management system standards. Additionally, we conduct regular performance evaluations and continuous improvements on our air purification products.
In which industries and scenarios can your products be applied?
Our air filters and purifiers are widely used across various sectors, including healthcare, industrial production, public facilities, and residential environments, providing professional solutions to improve air quality in diverse settings.
How many product grades are there, and what are the differences between them?
Our air purification products are categorized into preliminary, medium, and high-efficiency levels. Preliminary air filters are used mainly to capture larger particles like dust; medium efficiency filters can remove smaller particles like bacteria; high-efficiency filters are capable of capturing very small particles, such as viruses.
Air Filter Application

- Healthcare and Biopharmaceutical Industry
Efficient filters ensure aseptic conditions in production. For instance, knife-edge filters and FFU units purify air in pharmaceutical cleanrooms.

- Automotive Painting and Coating Industry
Top-hung filter cotton and fiberglass mist filters ensure paint quality and workspace cleanliness by capturing paint mist.

-
Food and Beverage
Industry
Air quality is critical in food processing. Bag-type filters maintain environmental hygiene, preventing contamination.
How to Determine the Quality of Air Filters?
Check the Efficiency Rating
Quality air filters meet or exceed industry standards. Seek HEPA for homes, MERV for commercial settings, ensuring efficient filtration.
Material Quality
Examine the materials used in the air filter. High-quality filters are typically made from durable, fine mesh materials that can trap small particles effectively.
Structural Integrity
Good air filters should have a robust and intact structure that can withstand the air flow without collapsing or deforming over time.
Certification and Compliance
Verify that the air filter has the necessary certifications and complies with relevant environmental and safety standards.
Sulfuric acid pump
Our sulfuric acid pump series is engineered for the toughest chemical processing conditions, delivering safe, stable, and efficient performance across high-concentration, high-temperature, and highly corrosive environments. Designed to handle concentrated sulfuric acid, fuming acid, and a broad range of industrial chemicals, this product line is the ideal solution for chemical plants, acid production facilities, wastewater treatment, and fluid metering systems. Whether you need a high concentrated sulfuric acid pump, a precision sulfuric acid metering pump, or a heavy-duty chemical transfer pump, our comprehensive product family ensures reliable operation even in the most demanding scenarios.
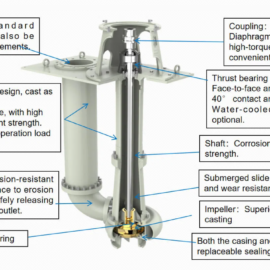
Engineered with advanced metallurgy, the pump’s internal components provide outstanding durability against corrosion, abrasion, and chemical attack. This makes our equipment suitable for 98%–105% sulfuric acid service, where material selection is critical. Our sulphuric acid pump material options include high silicon iron, special anti-corrosion alloys, fluoroplastics, and engineered composite materials—ensuring long service life and maximum safety.
For vertical installation environments such as acid storage tanks or deep wells, the vertical sulfuric acid pump offers strong structural rigidity and long-shaft stability. It supports continuous operation, smooth flow delivery, and minimal maintenance requirements—ideal for acid transfer and recirculation processes. In dosing applications, our acid dosing pump and metering dosing pump deliver high accuracy, wide flow adjustability, and stable pulsation control, enabling precise chemical addition in water treatment, neutralization systems, and chemical refining operations.
Our portfolio also includes high-efficiency chemical centrifugal pumps, engineered specifically for aggressive media. Their hydraulic design ensures excellent flow characteristics, reduced energy consumption, and stable operation during long-term industrial use. For general chemical handling, the industrial chemical pump, chemical pump, and chemical transfer pump lines offer broad applicability and compatibility with various chemical processes.
In facilities exposed to strong acid vapor and corrosion, our corrosion resistant pump and acid resistant pump models provide superior operational life and enhanced leak protection. The heavy-duty bearing frame, reinforced seal system, and corrosion-proof structure reduce downtime and extend service cycles—ensuring maximum ROI for industrial customers.
As one of the reliable sulfuric acid pump manufacturers, we offer customized design options to match your exact working conditions, including flow rate, head, temperature, concentration, and installation layout. Each pump is built for long-term performance, safe operation, and consistent chemical handling under extreme conditions. From high temperature acid pumps to precision metering systems, our full range covers all key needs in modern chemical production, guaranteeing stable acid transfer, accurate dosing, and low-cost maintenance.
If your application demands a dependable, corrosion-proof, and high-performance sulfuric acid handling solution, our sulfuric acid pump series is engineered to exceed expectations—ensuring safety, reliability, and efficiency in every industrial process.