
API 610 Pump Solutions for Coal Chemical, Gasification, and Coal-to-Chemical Processes
The Coal Chemical Industrial sector involves complex chemical processing that uses coal as the primary raw material to convert carbonaceous feedstock into valuable gas, liquid, and solid chemical products. As an essential part of the energy and chemical manufacturing value chain, coal chemical plants demand highly reliable and durable fluid handling equipment capable of operating under high temperatures, high pressures, acidic or alkaline conditions, and abrasive environments.
In coal gasification, liquefaction, methanol synthesis, dimethyl ether production, and synthetic fuel processing, efficient and robust centrifugal pumps are critical for ensuring smooth material transfer throughout the entire production workflow. Our industrial process pumps for coal chemical applications are engineered to meet these stringent demands with advanced design, high efficiency, and long service life, all while complying with international standards such as API 610 (ISO13709).
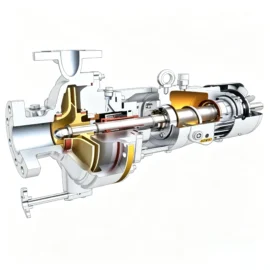
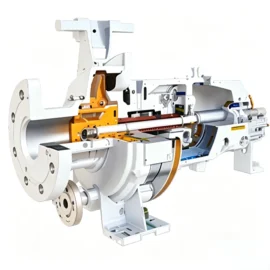
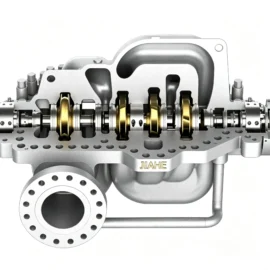
Our pump solutions cover a broad range of coal chemical process requirements: from multistage horizontal centrifugal pumps with double-casing structures that ensure stable high-pressure performance, to single-stage cantilever and centerline pumps suitable for clean or particle-laden medium transfer. For abrasive and corrosive slurry environments, specialized low pressure coal slurry pumps are designed with enhanced passing capacity and wear-resistant materials to withstand high solid content and abrasive slurry flow.
These pump systems are widely applied in cooling water circulation, lock hopper circulation, coal slurry transfer stations, and general fluid transport across coal chemical plants. Their optimized hydraulic performance minimizes energy consumption while maintaining high operational stability, helping chemical engineers improve production efficiency and reduce maintenance costs.
Whether for high-temperature gasification circuits, corrosive media transfer, or abrasive slurry service, our coal chemical industrial pumps deliver the reliability and performance required by modern coal chemical facilities. Designed for long-term industrial use, these pumps help plants achieve continuous operation, lower lifecycle costs, and meet the safety and environmental standards expected in today’s global chemical processing industry.



High-Performance Pump Solutions for the Coal Chemical Industry
Coal chemical processes demand pumps that can operate reliably under extreme conditions—high temperature, high pressure, high solids concentration, corrosive media, and continuous 24/7 operation. Our comprehensive pump portfolio is engineered specifically for the coal chemical industrial sector, offering long service life, high efficiency, and compliance with international standards such as API 610, ISO, DIN, and VDMA.
From multistage high-pressure pumps used in gasification and synthesis gas production to specialized slurry pumps designed for abrasive coal-water mixtures, each series is built to ensure maximum operational stability and minimal downtime. The radially split multistage pumps deliver high head and reliability for feedwater and condensate transfer. Radial cooling water pumps and lock-bucket circulation pumps provide robust solutions for cooling loops, crystallizing media, and low-temperature chemicals. Our centerline-mounted process pumps offer excellent thermal stability for critical chemical and petrochemical applications.
The double-casing circulating pumps are specifically engineered for systems containing solids, ensuring strong resistance to abrasion and corrosion in black water and lock-hopper cycles. For slurry handling, our low-pressure coal slurry pumps are optimized for high-viscosity, high-solids coal-water mixtures, ensuring efficient transport and significantly reduced energy consumption compared with conventional slurry pumps.
These pumps are widely applied in coal gasification, coal-to-liquids (CTL), methanol-to-olefins (MTO), coal-to-ethylene glycol (CTEG), ammonia and urea production, refineries, petrochemical plants, and water treatment systems. With strong structural rigidity, advanced hydraulics, and precision-machined components, our pumps are trusted for continuous operation in severe industrial environments.
Designed for long-term stability and easy maintenance, our coal-chemical pumps reduce lifecycle costs, enhance plant reliability, and ensure compliance with global safety and performance requirements. These advantages make them the preferred industrial pump solutions for modern coal chemical facilities seeking improved performance and maximum uptime.

Industrial Pumps for Nonferrous Metallurgy and High-Temperature Metallurgical Processes
Nonferrous Metallurgy – Heavy‑Duty Pumps for Non‑Ferrous Metal Processing
The Nonferrous Metallurgy industry covers the extraction, smelting, refining, and processing of non‑ferrous metals such as aluminum, copper, nickel, lead, zinc, rare earth elements, gold, silver, and other valuable metals. This sector relies on highly reliable and robust fluid handling solutions to transport corrosive, abrasive, and high‑solid slurry media throughout metallurgical operations, including ore beneficiation, smelting circuits, leaching systems, tailing transport, and slag handling. Pumps used in non‑ferrous metallurgy must combine strong passing capacity, abrasion resistance, corrosion resistance, and stable performance to meet the demanding challenges of heavy industrial environments.
Our industrial pump solutions for non‑ferrous metal processing are engineered for continuous and durable operation in harsh metallurgical conditions. The JZJ series heavy‑duty slurry pumpsfeature a horizontal, single‑stage, single‑suction centrifugal design with excellent anti‑abrasion and anti‑corrosion performance, ensuring reliable slurry conveyance with minimal maintenance over long service cycles. These pumps are ideal for transporting abrasive mineral slurries, tailings, and ore residue streams common to non‑ferrous smelting plants.
For deeper slurry and corrosive liquid applications, vertical submerged centrifugal pumps (VS4‑JHY) provide flexible installation options and deep submersion capability, accommodating a wide range of slurry densities while reducing wear on external bearings and seals.
In applications requiring high flow and low head operation, our chemical mixed‑flow pumps (OH1‑JW) deliver efficient handling of solid‑liquid two‑phase flow media with low vibration and energy‑efficient performance. These mixed‑flow designs are suitable for large volume circulation systems where abrasive or corrosive characteristics are present.
Additionally, chemical axial flow pumps (JHZ/VS3‑JLHZ) and corrosion‑resistant centrifugal pumps (JFZ(N)) expand the non‑ferrous metallurgy product portfolio, each designed for specific media types, from high‑solid slurry to corrosive solutions. With optimized hydraulic performance, rugged structural materials, and compliance with international design standards, our pumps help metallurgical facilities maintain stable operation, lower lifecycle costs, and safer processing conditions across non‑ferrous metal production stages. 。
Whether in ore grinding circuits, smelting feed systems, or acid leaching plants, our non‑ferrous metallurgy pump solutions are engineered to support demanding industrial workflows with high efficiency and long service life.





Comprehensive Industrial Pump Solutions for Nonferrous Metallurgy and High-Temperature Metallurgical Processes
Industrial Pumps for Nonferrous Metallurgy and High-Temperature Metallurgical Processes are engineered to meet the demanding requirements of modern metallurgical, chemical, and energy industries. These pumps provide reliable solutions for handling abrasive, corrosive, and particle-laden media under high-temperature and high-pressure conditions, ensuring continuous operation and long-term durability. Designed for versatility, the series includes Slurry Pumps, Chemical Submersible Pumps, Mixed-Flow Centrifugal Pumps, Axial-Flow Centrifugal Pumps, and Corrosion- and Wear-Resistant Pumps, each optimized for specific metallurgical and industrial applications.
Slurry Pumps are horizontal, single-stage, single-suction centrifugal pumps with enhanced abrasion and corrosion resistance. They are ideal for handling high-solid-content slurries, tailings, coal slurry, and ash/slag transfer in nonferrous metallurgy and aluminum processing plants. With a high solids-passing capacity and energy-efficient design, these pumps maintain smooth operation and require minimal maintenance, making them suitable for continuous duty in demanding environments. Operating ranges typically include diameters of 40–350 mm, flows up to 1,500 m³/h, pressures up to 1.6 MPa, and temperatures up to 120 °C.
Chemical Submersible Pumps provide vertical, long-shaft submersible solutions for transferring acidic, alkaline, or neutral liquids without solid particles. Compliant with ISO 2858 and partially meeting API 610 (10th Edition), these pumps can operate at submerged depths of up to 6 meters. Their self-flushing and optional external flushing configurations allow safe handling of particle-free liquids, slurries, and wastewater, making them widely applied in sulfur and phosphorus chemical plants, coal chemical facilities, petrochemical refineries, and metallurgical systems. Typical performance ranges include diameters of 25–300 mm, flows up to 2,000 m³/h, pressures up to 1.6 MPa, and temperatures from -20 °C to 120 °C.
Chemical Mixed-Flow Centrifugal Pumps are single-stage, cantilever centrifugal pumps designed for transporting high-concentration slurries, ribbon fibers, and abrasive or corrosive fluids. Using duplex stainless steel for wetted components, these pumps ensure excellent wear and corrosion resistance while operating with low vibration and noise. They are commonly deployed in phosphate fertilizer production, wet metallurgy, nonferrous metal extraction, salt and alkali processing, and power generation facilities. Their hydraulic design supports flows up to 8,000 m³/h and diameters from 200–700 mm, suitable for large-scale industrial fluid handling with pressures around 1.0 MPa and temperatures up to 120 °C.
Chemical Axial-Flow Centrifugal Pumps are specialized for large-flow, low-head applications, transferring corrosive and abrasive slurries with solids concentrations up to 60%. The horizontal (JHZ) and vertical (JLHZ) cantilever designs allow maintenance without dismantling the pump or piping. These pumps are widely used in alumina processing, phosphate compound fertilizer plants, nonferrous metallurgy, alkali and salt production, pulp and paper, and power generation facilities. Operating ranges include diameters of 300–1,500 mm, flows between 500–1,700 m³/h, pressures up to 1.0 MPa, and temperatures up to 120 °C.
Corrosion- and Wear-Resistant Pumps offer robust solutions for handling solid-containing, abrasive, or corrosive media in harsh industrial environments. With high efficiency and reliable construction, they are ideal for phosphate fertilizer production, flue gas desulfurization, nonferrous metallurgy, petrochemical processes, and wastewater treatment. These pumps ensure safe and continuous operation in demanding conditions, with diameters from 25–300 mm, flows up to 1,000 m³/h, pressures around 1.6 MPa, and temperatures up to 120 °C.
Together, these industrial pumps provide a comprehensive solution for nonferrous metallurgy and high-temperature metallurgical processes, combining durability, efficiency, and versatility. Whether used for abrasive slurry transport, corrosive chemical handling, or large-volume low-head pumping, they ensure optimal performance, reduced downtime, and long service life in critical metallurgical and chemical applications.

High-Performance Industrial Pumps for Petrochemical Processing and Refinery Applications
The Petrochemical Industrial sector demands equipment that can safely and reliably handle aggressive, flammable, and high-temperature media under continuous operation. As one of the most critical foundations of the global energy and chemical supply chain, petrochemical processing relies on stable fluid-handling systems to transport crude oil derivatives, corrosive chemicals, hydrocarbons, and high-viscosity liquids. To support these demanding applications, our API 610 compliant pumps are engineered to meet the strict performance, reliability, and safety requirements of modern petrochemical plants, refineries, and chemical processing units.
Our pumps are specially designed for the transport, circulation, pressurization, and transfer of chemical media across key processes such as desulfurization, cracking, distillation, catalytic reforming, and wastewater treatment. By using high-strength alloys and corrosion-resistant materials, our products ensure long-term operation in environments involving high temperature, extreme corrosion, high pressure, and abrasive particles. This makes them suitable for pumping sulfuric acid, alkali solutions, aromatic hydrocarbons, clean or dirty fuels, and other petrochemical fluids that require stable and leak-free operation.
With optimized hydraulic design, dual-support structures, advanced bearings, and compliance with API 610 10th & 11th standards, our OH1/OH2, BB2, BB5, VS4, and VS6 series pumps deliver exceptional efficiency, reduced vibration, and extended service life. They are widely used in refineries, chemical fertilizer plants, synthetic fiber plants, ethylene production, petro-pharmaceutical projects, and large-scale chemical manufacturing.
Whether you need reliable pumps for high-temperature media, corrosive acids, volatile hydrocarbons, or heavy chemical slurries, our petrochemical pump solutions offer the performance and durability required for long-term industrial operation. Designed for safety, engineered for stability, and optimized for petrochemical processes, our pumps help ensure continuous plant uptime and efficient production across the global Petrochemical Industrial sector.







Comprehensive Industrial Pump Solutions for Petrochemical and Refinery Applications
Our high-performance industrial pumps for petrochemical processing and refinery applicationsare engineered to meet the rigorous demands of modern chemical, energy, and refining industries. This extensive series encompasses flue gas desulfurization circulation pumps, vertical multistage double-casing barrel pumps, double-casing radially split multistage two-end supported pumps, foot-mounted single-stage cantilever process pumps, high-efficiency double-suction pumps, single-stage double-suction radially split pumps, two-stage radially split pumps, axially split multi-stage pumps, and multi-stage single-casing radially split pumps, providing a complete solution for diverse process requirements.
Flue gas desulfurization circulation pumps excel in handling high-temperature, high-pressure, corrosive, and abrasive media, including oil slurries, coal-water slurries, desulfurization liquids, circulating water, and ash or slag-laden streams. Their robust cantilever and foot- or center-supported designs ensure reliable performance under extreme conditions. Vertical multistage double-casing barrel pumps and double-casing radially split multistage pumps offer precision engineering for transferring clean or lightly particle-laden, flammable, explosive, or toxic fluids in refineries, petrochemical plants, coal chemical units, and synthetic ammonia operations. These designs comply with API 610 (10th and 11th Edition) and ISO 21049/API 682 standards, featuring optimized seal chambers, double-casing structures, and flexible flushing, cooling, heating, or buffer pipelines to maximize safety and reliability.
Our foot-mounted single-stage cantilever process pumps combine closed and semi-open impeller options to manage clean fluids, particle-laden liquids, and easily crystallized slurries. High-efficiency, energy-saving double-suction pumps deliver superior performance, meeting EU energy efficiency standards and exceeding traditional GB/T energy-saving requirements, making them ideal for industrial water circulation, thermal power stations, desalination plants, and fire protection or irrigation systems.
For high-pressure and high-flow operations, single-stage, double-suction radially split pumps, two-stage radially split pumps, and axially split multi-stage two-end supported pumps provide durable, efficient solutions for light hydrocarbons, crude oil, propane, refined oil, and high-temperature chemical transfer. These pumps are engineered to handle media at temperatures up to 425 °C, pressures up to 30 MPa, and flows ranging from hundreds to tens of thousands of cubic meters per hour. Multi-stage, two-end supported single-casing pumps are optimized for clean, neutral, or corrosive liquids in industrial water supply, boiler feed, seawater desalination, thermal power, and chemical applications, ensuring high reliability, long service life, and minimal maintenance.
All pumps in this series feature advanced hydraulic design, corrosion- and abrasion-resistant materials, robust construction, and optimized energy efficiency. They are suitable for applications across refineries, petrochemical plants, ethylene units, coal chemical processes, power generation, environmental protection, and water treatment facilities, meeting the highest standards of industrial safety, durability, and performance. With flexible custom designs available, these pumps provide scalable, reliable solutions for critical operations, helping industrial facilities reduce downtime, optimize energy usage, and maintain continuous, high-efficiency process flows under demanding operational conditions.
By integrating cutting-edge materials, precision engineering, and compliance with global standards, this comprehensive pump series ensures that petrochemical and refinery operations can achieve maximum productivity, safety, and operational reliability, making it an ideal choice for facilities aiming to meet both performance and regulatory requirements in modern industrial environments.

Advanced Pump Solutions for Sulphur and Phosphorous Chemical Production
The Sulphur & Phosphorous Chemical Industrial sector encompasses the production and processing of sulfur and phosphorus-based chemical compounds that are essential in fertilizers, sulfuric acid, phosphoric acid, and other downstream chemical products. This industry is characterized by highly corrosive, abrasive, high-temperature, and high-flow liquid media, including concentrated acids and slurry mixtures, which impose severe operational demands on fluid handling equipment. Pumps used in sulfur and phosphorus chemical applications must be engineered for robust corrosion resistance, high wear tolerance, and long-term reliability to ensure continuous process efficiency and safety.
Our specialized industrial centrifugal pumps for the sulfur and phosphorus chemical industry are designed to withstand these extreme conditions. Vertical corrosion-resistant slurry pumps offer efficient conveyance of abrasive, corrosive slurries, while high-temperature sulfur submerged pumps handle molten sulfur and acid media with stable performance and extended service life. Submerged pumps conforming to API610 and ISO standards are built with premium corrosion-resistant alloys and double support structures to endure heavy loads and high operational temperatures.
For concentrated sulfuric acid handling, specialized submerged pumps deliver reliable transfer capability in both dry absorption circulation systems and finished product processes, handling acid concentrations up to 93%–98% and even higher under controlled conditions. Ultra high-temperature sulfuric acid pumps are also available for applications requiring elevated temperature resistance, making them suitable for critical sulfuric acid production stages.
In addition to acid transfer, our chemical axial flow pumps and chemical mixed flow pumps are designed to provide efficient fluid movement in large-volume circulation systems, while corrosion-resistant horizontal centrifugal models are applied where high flow and high speed are essential. These pumps serve key positions throughout sulfur and phosphorus chemical plants, including acid circulation, slurry transport, and high-temperature process stations.
By combining advanced hydraulic design with robust construction materials, our pumps ensure high operational stability, reduced downtime, and improved lifecycle performance for sulfuric and phosphorous chemical processing. These solutions help plant operators maintain safety compliance, enhance process productivity, and extend equipment longevity across demanding industrial environments









Advanced Chemical Pump Solutions for Sulfur and Phosphorus Production
Our advanced pump solutions for sulfur and phosphorus chemical production are engineered to deliver reliable, high-performance operation under the most demanding industrial conditions. This comprehensive series includes vertical corrosion-resistant centrifugal slurry pumps, high-temperature sulfur submersible pumps, flue gas desulfurization circulation centrifugal pumps, high-temperature concentrated sulfuric acid submersible pumps, ultra-high-temperature concentrated sulfuric acid pumps, chemical axial-flow centrifugal pumps, chemical mixed-flow centrifugal pumps, chemical submersible centrifugal pumps, high-temperature sulfur submersible centrifugal pumps, and corrosion- and abrasion-resistant pumps, providing versatile solutions for diverse chemical processing needs.
Vertical corrosion-resistant centrifugal slurry pumps are optimized for transferring acidic, neutral, alkaline, and abrasive slurries with solids concentrations up to 60%, offering energy-efficient, low-vibration, and durable operation suitable for fertilizer, chemical, wastewater, mining, and non-ferrous metallurgy industries. High-temperature sulfur submersible pumps feature steam-jacketed components and semi-open impellers, ensuring stable operation and excellent solids-passing capability when handling molten sulfur at 135–145 °C. These pumps are widely applied in sulfur transfer, filter tanks, and intermediate storage tanks, providing reliable performance in high-temperature, particle-laden conditions.
Flue gas desulfurization circulation centrifugal pumps are engineered for heavy-duty, corrosive, and abrasive media in refineries and FGD systems. Capable of handling solid-laden liquids up to 65%, they are ideal for high-pressure coal-water slurries, desulfurization liquids, circulating water, and slag pools. High-temperature concentrated sulfuric acid submersible pumps and ultra-high-temperature versions handle sulfuric acid concentrations up to 105% at temperatures from 120 °C to 250 °C, with double-support structures, high-quality alloys, and sliding or angular contact bearings ensuring long-term reliability under extreme chemical and thermal conditions.
Chemical axial-flow centrifugal pumps and chemical mixed-flow centrifugal pumps utilize solid–liquid two-phase flow theory and are constructed with corrosion- and wear-resistant materials, including duplex stainless steel. These pumps efficiently transfer acidic, neutral, or alkaline slurries with solids concentrations up to 60%, making them ideal for phosphorus fertilizer production, alumina processing, non-ferrous metallurgy, and low-head large-flow applications such as evaporation cycles. Chemical submersible centrifugal pumps provide vertical, long-shaft designs for submerged operation up to 6 m, ensuring reliable transfer of particle-free or lightly particle-laden acidic, alkaline, and neutral liquids in sulfur and phosphorus chemical plants, coal chemical facilities, and environmental projects.
High-temperature sulfur submersible centrifugal pumps and corrosion- and abrasion-resistant pumps offer specialized performance for high-temperature, solid-laden, and highly corrosive media, with flow-wetted components made of premium materials to resist wear, corrosion, and erosion. These pumps are widely applied in flue gas desulfurization, phosphate fertilizer production, non-ferrous metallurgy, petrochemical processing, food, pharmaceuticals, pulp and paper, and mining, ensuring high efficiency, long service life, and easy maintenance across all industrial processes.
Designed with advanced hydraulics, robust construction, and compliance with ISO 5199, ISO 2858, GB/T 5656, and API 610 (10th & 11th Edition) standards, this series of pumps provides scalable, reliable, and energy-efficient solutions for the chemical production of sulfur and phosphorus. By combining durability, corrosion and abrasion resistance, and operational flexibility, these pumps help chemical manufacturers achieve safe, continuous, and efficient production under extreme temperature, pressure, and particle-laden conditions.
