3.6m Max Submersion Depth | Dual-Support Bearing System | JSB Alloy Construction
Deep-Dive Performance: Engineered for operations up to 3.6 meters submerged depth.
Advanced Load Distribution:Above Liquid: Dual-row angular contact ball bearings handle axial loads.
Submerged Zone: 1-2 pairs of sliding bearings (shaft sleeves + bushings) absorb radial forces.
Corrosion-Resistant Core: Flow-through components made of alloy withstand:120°C, 93-98% sulfuric acid
≥105°C fuming sulfuric acid
300% longer lifespan vs. standard materials (lab-verified).
Sulfuric Acid Production: Ideal for:
Drying/absorption cycle systems
Concentrated sulfuric acid (93-98%) transfer High-Temp Chemical Handling: Compatible with:
Oleum (fuming sulfuric acid) at ≥105°C
Industrial acid circulation pipelines
Product Details:
| Max.Capacity | ~3520m³/H | Max.Head | ~55m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | 1.0 MPa |
| Usage | Pump, Pumps | Position of Pump Shaft | Vertical Pump |
| Temperature | ~120℃ | Diameter | 50~600mm |
| Material Composition | Metals and Special Alloys | International Certification | API / CE / ISO |
| Transport Package | Wooden Box Packaging | Feature1 | Corrosion Resistant |
| Specification | Customizable | Origin | China |
Vertical Sulfuric Acid Pump for 93-98% Concentrated Sulfuric Acid Transfer
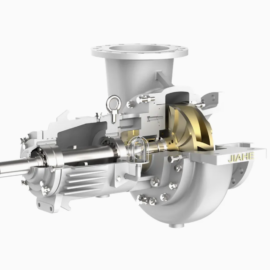
This vertical sulfuric acid pump for 93-98% concentrated sulfuric acid transfer is designed for severe-duty applications in sulfuric acid production. With a maximum submersion depth of 3.6 meters, it provides reliable operation in drying towers, absorption systems, and industrial acid circulation pipelines. The dual-support bearing system improves shaft stability and load distribution, using dual-row angular contact ball bearings above the liquid level to carry axial loads, while one or two pairs of sliding bearings below the liquid level absorb radial forces. Wetted parts made of high-quality JSB alloy offer excellent resistance to high-temperature sulfuric acid corrosion, helping extend service life under continuous operation. Vertical acid pump designs are widely used in sulfuric acid plants because they improve reliability and support safer operation in corrosive services.
High Temperature Oleum Pump for Drying Tower and Absorption System Service
This high temperature oleum pump for drying tower and absorption system service is engineered for transporting concentrated sulfuric acid at temperatures up to 120°C and oleum at 105°C and above. It is especially suitable for drying and absorption cycle systems, finished acid transfer, and demanding chemical circulation duties. The advanced bearing structure helps reduce vibration and wear, while the corrosion-resistant alloy construction withstands aggressive acid attack, including pitting and long-term chemical exposure. For sulfuric acid plants seeking a durable and efficient pump for high-temperature acid handling, this series offers dependable performance and reduced maintenance in harsh operating environments. Sulfuric acid production commonly relies on vertical pump designs for drying towers, absorption towers, and related high-corrosion process duties
Sulfur Pump for High Temperature Sulfur Transfer and Chemical Process Applications
A sulfur pump is essential equipment in the sulfur chemical industry, specially designed for the safe and efficient transfer of molten sulfur, liquid sulfur, and other high-temperature process media. In sulfur handling systems, the pumping medium often operates at elevated temperatures and may present challenges such as solidification, corrosion, and viscosity changes. A high-performance sulfur pump helps maintain stable flow, improve production efficiency, and reduce maintenance costs in demanding industrial environments.
In many sulfur processing plants, a sulfur pump is used for transporting molten sulfur from storage tanks to reaction systems, transfer pipelines, loading stations, and production units. Because sulfur must remain within a controlled temperature range to stay in liquid form, the pump must be capable of reliable operation under continuous high-temperature conditions. This is why many users prefer a high temperature molten sulfur pump or liquid sulfur pump specifically engineered for thermal stability, smooth flow performance, and long service life. With proper material selection and structural design, a sulfur pump can ensure safe transfer while minimizing the risk of blockage or unplanned shutdown.
As a versatile industrial solution, the sulfur pump can also function as a chemical pump, chemical transfer pump, or industrial pump in sulfur-related processing systems. In applications where the medium is highly sensitive to temperature and process interruption, a high temperature sulfur pump is critical for maintaining operational continuity. These pumps are often selected for sulfur recovery units, sulfur storage and circulation systems, and other chemical process lines where consistent high-temperature performance is required.
A well-designed sulfur pump offers several important advantages, including stable hydraulic efficiency, strong resistance to heat-related stress, and dependable sealing performance. In harsh sulfur service, pumps must be able to handle prolonged exposure to elevated temperatures while preventing leakage and reducing wear. A properly engineered corrosion resistant pump can further enhance durability in chemical environments where sulfur compounds or associated media may affect pump components over time.
In addition to sulfur production and transfer, sulfur pumps are also used in petrochemical plants, refineries, and other industrial sectors that involve high-temperature chemical handling. When selecting the right sulfur pump, buyers should consider flow rate, head, operating temperature, insulation or heating requirements, sealing method, and material compatibility. A professionally designed sulfur pump provides a reliable, durable, and efficient solution for molten sulfur and liquid sulfur transfer, helping companies achieve safer operation, better process stability, and lower overall operating costs.