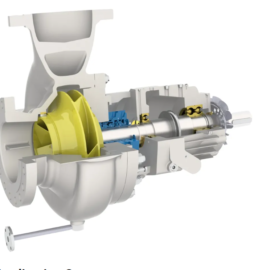
This pump series is engineered with an axially split, multistage, double-supported centrifugal design, fully conforming to API 610 11th Edition standards for high-reliability industrial service. The JHDK-D model incorporates a first-stage double-suction impeller, significantly lowering NPSH requirements and improving cavitation resistance under high-flow and high-pressure working conditions. The inlet and outlet flanges follow ANSI or ISO dimensional standards, ensuring compatibility with global pipeline systems.
The seal chamber is designed in accordance with ISO 21049 / API 682 requirements, providing excellent leakage control and extended mechanical seal life. All auxiliary interfaces—including flushing, cooling, heating, emergency cooling, and buffer fluid connections—are configured based on API-standard piping schemes, guaranteeing stable performance in systems involving high temperature, variable pressure, or aggressive media.
This heavy-duty pump series is widely applied in refineries, petrochemical plants, crude oil loading and pipeline transportation, mining, metallurgy, boiler feedwater units, refined oil distribution, offshore installations, and seawater desalination plants. It is capable of handling both clean and contaminated fluids with high efficiency and operational reliability.
In chemical processing environments, the series performs exceptionally well in high-pressure hydraulic energy recovery turbines, and serves as a dependable lean-liquid and rich-liquid transfer pump for fertilizer and synthetic ammonia production. With its robust structure, high efficiency, and compliance with international standards, this pump series is built for long-term, continuous operation in the most demanding industrial environments.
Product Details
| Max.Capacity | ~2000m³/H | Max.Head | ~2100m |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Influent Type of Impeller | Single Suction Pump | Working Pressure | High Pressure Pump |
| Pump Casing Combined | Horizontal Split Pumps | Position of Pump Shaft | Horizontal Pump |
| Impeller | Closed | Mounting Height | Suction Centrifugal |
| Diameter | 40~400mm | Usage | Pump, Pumps |
| Head | ~2100m | Flow | ~2000m³/H |
| Temperature | -80℃~200℃ | Pressure | ~26MPa |
| Specification | Customizable | Transport Package | Export Wooden Packaging |
| Origin | China |
Horizontal Chemical Pump for High-Pressure Chemical Reactor Room Operations
This horizontal chemical pump is engineered to support demanding chemical reactor room applications requiring stable, high-pressure, and continuous-duty fluid transfer. Designed with an axially split, multistage, double-supported structure, it complies with API 610 11th Edition standards and integrates a first-stage double-suction impeller for low NPSH and excellent cavitation resistance. With ANSI/ISO-standard flanges and API 682-compliant seal chambers, this pump ensures safe and efficient handling of corrosive, high-temperature, or contaminated chemical media within reactor systems.
Industrial Horizontal Centrifugal Pump for Petrochemical and High-Temperature Fluid Handling
As a robust industrial solution, this horizontal centrifugal pump is ideal for fluid handling tasks across refineries, petrochemical plants, mining operations, offshore facilities, and seawater desalination units. Its API-standard auxiliary ports—covering flushing, cooling, heating, emergency cooling, and buffer fluid systems—deliver stable performance under harsh process conditions. The pump also performs reliably in hydraulic energy recovery, boiler feedwater systems, and fertilizer or synthetic ammonia production, making it suitable for high-load, corrosive, and high-temperature industrial applications.
Horizontal Chemical Pump – High-Performance Industrial Pump for Chemical Reactor Systems and Heavy-Duty Process Applications
The horizontal chemical pump is designed as a high-performance industrial pump solution specifically engineered for demanding chemical reactor room operations and continuous-duty chemical processing environments. Built with an axially split, multistage, double-supported structural design, this series fully complies with API 610 11th Edition standards, ensuring long-term stability, mechanical strength, and operational reliability under harsh industrial conditions. The first-stage double-suction impeller provides significantly lower NPSH requirements and excellent cavitation resistance, enabling efficient and safe handling of high-flow, high-pressure, or high-temperature chemical media.
As a versatile chemical centrifugal pump, this series offers compatibility with a wide range of corrosive, contaminated, or thermally aggressive fluids. The inlet and outlet flanges are available according to ANSI or ISO standards, making installation simple within global pipeline systems. The API 682/ISO 21049–compliant seal chamber ensures optimized sealing performance and extended mechanical seal lifespan. Additionally, all auxiliary connections—flushing, cooling, heating, emergency cooling, and buffer fluid systems—are configured according to API schemes, allowing the pump to operate smoothly in extreme process conditions.
This horizontal chemical pump is widely used across refineries, petrochemical plants, oil loading terminals, crude oil pipeline transportation, mining operations, metallurgy, boiler feedwater units, offshore installations, and seawater desalination plants. It is engineered to deliver reliable performance in environments handling both clean and contaminated process fluids. The robust hydraulic and mechanical construction qualifies it as a dependable heavy-duty centrifugal pumpsuitable for continuous large-load operations where equipment stability and uptime are critical.
In chemical processing systems, the pump functions exceptionally well as a process pump for high-temperature, high-pressure, or corrosive applications. It is frequently used in high-pressure hydraulic energy recovery turbines, lean-liquid and rich-liquid transfer circuits, fertilizer production lines, and synthetic ammonia plants. Its ability to maintain performance under fluctuating pressure, aggressive chemical media, and high thermal loads makes it an essential component in modern chemical reactor rooms and industrial fluid-handling systems.
With its strong structural integrity, optimized hydraulic efficiency, and compliance with global industrial standards, this horizontal chemical pump delivers long service life, reduced maintenance requirements, and stable performance even in the most challenging working environments. Whether functioning as a chemical centrifugal pump, a process pump in heavy chemical production, or a heavy-duty centrifugal pump for petrochemical and refinery operations, this equipment provides reliable, energy-efficient, and cost-effective performance. It is the ideal solution for facilities seeking a durable, high-efficiency industrial pump capable of meeting complex chemical handling demands while ensuring operational safety and long-term reliability.