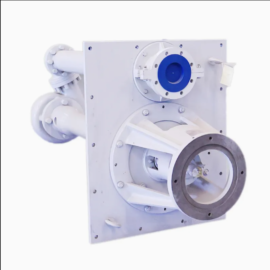
These centrifugal pumps are available in single-stage or two-stage configurations, featuring single-suction, axial suction, and a radially split design suitable for submersible or fully submerged operation. Engineered in strict compliance with the standard GB/T 5656-2008 Technical Conditions for Centrifugal Pumps (Class II), they deliver stable, reliable, and high-efficiency performance in demanding chemical environments. With a maximum submersion depth exceeding 5 meters, the pumps are ideal for installations requiring deep-well or vertical sump operation.
Designed specifically for sulfuric acid production processes, these pumps play a critical role in drying towers, absorption circulation systems, and the transfer of finished concentrated sulfuric acid. They are capable of safely and continuously transporting sulfuric acid at temperatures up to 120°C with concentrations ranging from 93% to 98%. In addition, they support the handling of super concentrated acid with concentrations of 105% or higher, ensuring excellent compatibility with highly corrosive and high-temperature media.
Product Details:
| Max.Capacity | 150~25000m³/H | Max.Head | 10~260 |
| Impeller Number | Single-Stage Pump | Driving Type | Motor |
| Position of Pump Shaft | Vertical Pump | Working Pressure | High Pressure Pump |
| Mounting Height | Suction Centrifugal | Pump Casing Combined | Verticaljoint Surface Pump |
| Usage | Pump, Pumps, Condensate Pump, Slurry Pump, Circulating Pump | Impeller | Closed |
| Flow | 150~25000m³/H | Diameter | 150~1000mm |
| Head | 10~260m | Pressure | 2.5MPa~3.5MPa |
| Transport Package | Export Wooden Packaging | Temperature | -30℃~140℃ |
| Origin | China | Specification | Customizable |
API 610 Acid Resistant Pump for High-Temperature Concentrated Sulfuric Acid Transfer
The API 610 acid resistant pump is developed for the safe and stable transfer of high-temperature concentrated sulfuric acid in heavy-duty chemical environments. Built with single-stage or two-stage configurations and single-suction axial inlet design, this pump ensures high efficiency and reliability during continuous industrial operation. Manufactured in accordance with the GB/T 5656-2008 centrifugal pump standard, it meets demanding performance requirements for modern chemical plants. With a maximum submersion depth of over 5 meters, it is ideal for deep-well installations, vertical sump applications, and environments requiring fully submerged pumping.
Engineered for sulfuric acid production lines, this pump excels in drying tower circulation, absorption tower acid-loop systems, and the transportation of finished concentrated sulfuric acid. It safely handles sulfuric acid with 93%–98% concentration at temperatures up to 120°C, and can also transport super-concentrated acid with concentrations ≥105%. The acid resistant hydraulic components, radially split casing, and corrosion-proof alloy materials guarantee long service life even under exposure to highly corrosive media. This makes it an optimal solution for industries requiring dependable sulfuric acid transfer, stable pressure output, and long-term durability.
Submerged Acid Resistant Centrifugal Pump for Deep-Well Sulfuric Acid Handling
The submerged acid resistant centrifugal pump is specially designed for deep-well sulfuric acid transportation and demanding chemical environments where high corrosion resistance is critical. Available in single-stage or two-stage designs, it features a single-suction, axial-suction inlet combined with a radially split structure that enhances mechanical strength and hydraulic stability. Meeting the GB/T 5656-2008 Class II centrifugal pump technical requirements, this pump delivers consistent efficiency and reliable output in continuous operation. Its ability to operate at submersion depths beyond 5 meters makes it suitable for underground tank farms, vertical sump pits, sulfuric acid storage systems, and deep industrial basins.
This pump provides exceptional compatibility for transferring concentrated sulfuric acid at 93%–98% concentration and temperatures up to 120°C. It is also capable of handling super-concentrated sulfuric acid ≥105%, making it ideal for advanced acid refining processes. In sulfuric acid production, it supports critical functions such as drying section circulation, absorption tower acid cycling, and finished acid delivery. Its corrosion-resistant construction, sealed structural design, and optimized flow path ensure long-term reliability and reduced maintenance in environments with extreme chemical exposure. Designed for industrial users needing stable, safe, and durable acid transfer performance, this pump is an excellent choice for continuous-duty sulfuric acid applications.
High-Performance Acid Resistant Pump for Industrial Chemical Transfer Applications
The acid resistant pump is engineered to deliver long-lasting performance in harsh industrial environments where corrosive, high-temperature, and high-concentration chemical media must be transferred safely and efficiently. As a specialized chemical centrifugal pump, it integrates a robust hydraulic design with corrosion-proof materials, making it capable of handling concentrated sulfuric acid at temperatures up to 120°C and concentrations ranging from 93%–98%, as well as super-concentrated acid above 105%. Its single-stage or two-stage configuration, combined with a single-suction axial inlet and radially split structure, ensures excellent mechanical stability and high operational efficiency during continuous-duty industrial use.
In chemical processing plants, this acid resistant pump serves as a reliable chemical transfer pump for various stages of sulfuric acid production, including drying circulation systems, absorption towers, and finished acid delivery lines. As an industrial chemical pump, it supports deep-well installations and submerged pumping applications with submersion depths exceeding 5 meters, making it suitable for vertical sumps, underground tanks, and confined industrial basins. Its corrosion resistant design significantly reduces wear when exposed to aggressive acids, extending service life and minimizing maintenance downtime.
By combining advanced corrosion resistance with high hydraulic efficiency, the pump also performs effectively in industries such as petrochemicals, metallurgy, phosphate fertilizer production, environmental engineering, and wastewater treatment. Its optimized flow channels and structural reinforcement allow stable handling of acid mixtures, chemical slurries, and high-density industrial liquids. For processes requiring precision control, the pump can be integrated with a metering dosing pump to deliver accurate chemical dosing, reaction feed control, and automated chemical distribution, enhancing productivity and process stability.
As a versatile solution, this acid resistant pump embodies the core strengths of modern chemical pumping technology—high efficiency, long-term durability, deep submersion capability, and excellent compatibility with corrosive media. Whether used as a corrosion resistant pump for hazardous chemical environments or as a key component in automated chemical dosing systems, it ensures consistent output, increased operational safety, and extended equipment lifespan. For industries requiring dependable chemical transfer performance, the pump provides a comprehensive solution that meets both strict technical standards and demanding field conditions.