JSB Alloy vs. Lewis Pump Alloy
| Item | (JSB Alloy) | Lewis Pump Alloy | Common Features |
| Core Material | Independently developed JSB special alloy | Proprietary nickel-based alloy developed by Lewis Pump | Both designed for high-temperature sulfuric acid / molten sulfur applications |
| Temperature Resistance | Concentrated sulfuric acid ≤120 °C / ≤220 °C; molten sulfur 135–145 °C | Concentrated sulfuric acid ≤240 °C; molten sulfur under equivalent conditions | Suitable for molten sulfur / high-temperature concentrated sulfuric acid |
| Corrosion Resistance | 93%–98% sulfuric acid; oleum | 93%–99.5% sulfuric acid; fluorinated sulfuric acid | Strong corrosion resistance + abrasion resistance + anti-grooving |
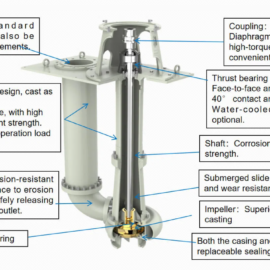
| Structural Design | Dual-liquid support; dry-running capability; steam-jacket insulation | Dry-running; immersed bearings; steam jacket | Vertical wet-pit structure + steam-jacket |
| Positioning | Domestic replacement with high cost-performance; can fully replace Lewis Pump alloy materials | International high-end solution with long-term reliability | Both comply with API 610 |
Sulphuric Acid Pump Material for High-Temperature Concentrated Acid Applications
Selecting the proper sulphuric acid pump material is critical for ensuring long-term reliability in high-temperature and high-concentration acid environments. JSB special alloy, engineered for 93%–98% concentrated sulfuric acid, provides exceptional corrosion stability under continuous operation at ≤120 °C and intermittent conditions up to 220 °C. Compared with conventional stainless steels or generic nickel alloys, JSB special alloy delivers significantly lower corrosion rates, reduced pitting, and enhanced resistance to grooving caused by high-velocity, high-density acid media. This makes it highly suitable for chemical plants, sulfur-burning systems, acid regeneration units, and molten sulfur transfer applications. In addition, its optimized metallurgy enables stable mechanical strength at elevated temperatures, ensuring secure operation in vertical sump pumps, submerged pumps, and steam-jacketed designs. As a localized advanced alloy solution, it offers excellent cost-performance and long service life, making it a strong choice for users looking for high-temperature sulphuric acid pump materials that combine durability, safety, and maintenance efficiency.
JSB Special Alloy as a Reliable Alternative to Lewis Pump Materials
JSB special alloy has been widely recognized as a dependable domestic alternative to the proprietary materials used by Lewis Pump, especially in high-temperature concentrated sulfuric acid systems. With engineered resistance to 93%–98% sulfuric acid and oleum, JSB alloy provides high structural stability, allowing pumps to operate safely under demanding thermal loads and corrosive cycles. Its double-support structure, dry-running tolerance, and steam-jacket adaptability further strengthen reliability in continuous industrial duty. While Lewis Pump alloys are known for long-term stability in 93%–99.5% sulfuric acid service, JSB special alloy offers comparable corrosion and wear resistance while greatly improving cost-effectiveness and availability. This positions JSB alloy as a practical full-replacement solution for new installations or retrofit projects where users seek material compatibility, reduced maintenance costs, and reliable long-term performance. For operators aiming to upgrade sulphuric acid pump materials without compromising technical capability, JSB special alloy provides an optimized, high-value alternative with proven field performance.
Advanced Sulfuric Acid Pump Solutions for High-Concentration, High-Temperature, and Corrosive Chemical Applications
Choosing the right sulfuric acid pump is critical for ensuring safe, stable, and long-term operation in chemical plants, acid regeneration facilities, fertilizer production, and petrochemical systems. Modern industrial environments involve a wide range of corrosive media, including 93%–98% high-concentration sulfuric acid, fuming sulfuric acid, and mixed chemical liquids at elevated temperatures. To address these challenges, advanced pump technologies—such as high concentrated sulfuric acid pumps, concentrated sulfuric acid pump systems, vertical sulfuric acid pumps, and high temperature acid pump configurations—are designed to deliver maximum resistance to corrosion, abrasion, and thermal stress.
For precision-controlled chemical dosing, the sulfuric acid metering pump and acid dosing pump categories provide accurate flow regulation, stable discharge pressure, and reliable long-term durability under continuous chemical injection cycles. These pumps use enhanced sealing structures, corrosion-resistant components, and optimized hydraulic designs to ensure minimal leak paths and consistent metering accuracy. As industries modernize, metering dosing pumps and chemical transfer pumps are becoming essential in automated production lines, water treatment facilities, and acid purification systems.
When transporting large volumes of corrosive fluids over long distances or between process stages, the sulfuric acid transfer pump and chemical transfer pump series are engineered for high efficiency, low maintenance, and continuous-duty operation. Their hydraulic chambers, impellers, and shafts are manufactured using specialized sulfuric acid pump materials that withstand high temperatures and aggressive chemical interactions. Whether operating with 98% concentrated acid, molten sulfur, or mixed industrial solutions, these pumps ensure stable performance without risk of rapid corrosion or structural degradation.
The corrosion resistant sulfuric acid pump, acid resistant pump, and corrosion resistant pump families utilize advanced alloys, anti-oxidation coatings, or reinforced polymer linings to manage the extreme corrosivity of sulfuric acid. These materials maintain structural strength at elevated temperatures, reduce the likelihood of grooving corrosion, and extend equipment life cycles, significantly lowering overall maintenance and operational costs. For demanding vertical installations or deep tank applications, the vertical sulfuric acid pump provides submerged operation, excellent temperature control, and reliable shaft stability through advanced support structures and steam-jacket insulation designs.
In industries requiring stable and energy-efficient fluid movement, the chemical pump, industrial chemical pump, and chemical centrifugal pump categories offer high-efficiency hydraulics and optimized flow paths. These pumps are suitable for transporting sulfuric acid, hydrochloric acid, nitric acid, alkalis, solvents, and other process chemicals utilized in refining, mining, wastewater treatment, and general chemical production.
For manufacturers looking to produce equipment with superior durability and compatibility, selecting the right sulphuric acid pump material is a critical design factor. Materials must withstand continuous exposure to aggressive chemical environments, prevent pitting, crevice corrosion, and wear, and ensure the mechanical integrity of components during long-term high-temperature operations. As demand grows for efficient and long-lasting acid-resistant systems, sulfuric acid pump manufacturers are adopting advanced special alloys and improved structural designs to meet global operational and safety standards.
In summary, whether used for concentrated acid transfer, chemical metering, vertical sump pumping, or industrial chemical circulation, the latest generation of sulfuric acid pumps integrates high corrosion resistance, temperature stability, efficient hydraulics, and long service life. These technologies ensure safe operation, improved productivity, and reduced lifecycle costs in modern chemical processing environments.